
7、 最关键一步设置转速,下刀速度与切削F值,转速与下刀速度同设为100,不管多大的丝攻,切削进给F值根据丝攻不同就不同,也就是牙距的大小,M8 的牙距是1.25,M10的牙距是1.5,M12的牙距是1.75(标准牙)这个牙距可以根据标准可查。实际加工走的切削进给F=转速*牙距

9、 检查后处理出来的程序、转速、进给有没有设置错误,指令是不是G84(攻牙指令),确认无误就OK了
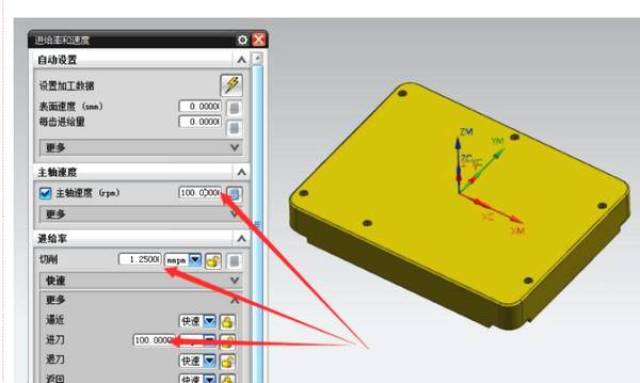
7、 最关键一步设置转速,下刀速度与切削F值,转速与下刀速度同设为100,不管多大的丝攻,切削进给F值根据丝攻不同就不同,也就是牙距的大小,M8 的牙距是1.25,M10的牙距是1.5,M12的牙距是1.75(标准牙)这个牙距可以根据标准可查。实际加工走的切削进给F=转速*牙距
9、 检查后处理出来的程序、转速、进给有没有设置错误,指令是不是G84(攻牙指令),确认无误就OK了
Copyright © 2014-2022 m6米乐主页网页版-m6米乐平台网址 版权所有
友情链接: