
在为医疗技术领域制造注塑成型产品时,保证产品质量是重中之重。遵守法定要求和标准化体系,如良好生产规范(GMP),也是每个市场参与者的基本要求。但与此同时,全球竞争正在提高对生产效率的期望。其结果导致,制造商不仅要努力实现可靠、可重复和有据可查的质量,而且还要控制相关成本。集成在生产过程中的模腔压力测量可帮助注塑商克服这一双重挑战。
好的生产规范(或GMP)包括关于质量保证的准则,这些准则对包括医药产品和医疗设备在内的大量商品的生产过程和环境进行管理。其目标是在从材料采购到仓储物流的整个过程中实现高质量的生产过程,这是实现高质量产品的关键。但除此之外,符合GMP和ISO13485的质量管理应确保满足产品销售的监管要求,也就是说,有效的高质量产品实际上是医疗技术行业的一个基本条件,而不像其他行业那样,主要具有竞争优势或差异化特征。GMP的两个核心要素是机器和工厂资质,以及过程和方法验证。第一个要素需要一个有计划、有文件记录的多阶段过程,适用于工厂和设备,并且它们在现场普遍条件下可靠地运行。过程和方法验证还要求记录和证明所使用的过程或方法产生的结果是可靠和可重复,并且制造的产品符合要求。为了实现这些高标准,特别是在文件方面,基于型腔压力的过程监测已在注塑实践中反复证明其有效性。该参数是注塑成型中信息量最大的过程值,因为它为用户提供了一个完全透明的工艺生产合格产品。不言而喻,这有助于用户履行其文件责任。并且,模腔压力监测简化了机器设置期间的工艺验证,并使优化生产过程更加容易,以达到最终目标:基于质量预测模型实现零缺陷生产。

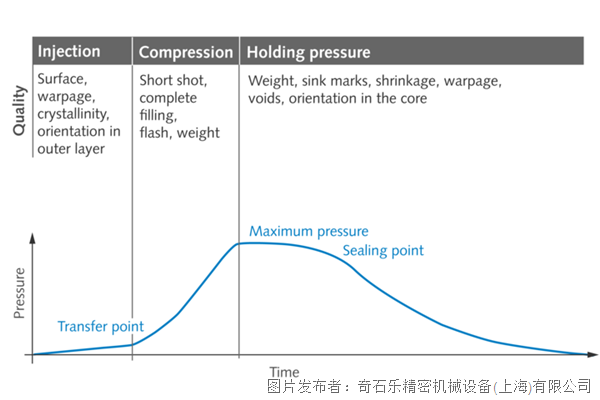
是什么使型腔压力具有大信息量和高价值的参数?作为一种工艺参数,它是在压力传感器的帮助下直接在模腔内进行采集。它精确地描述了塑料在型腔中流动的过程,从而提供了整个注塑过程中零件制造条件的透明图。它的基本优势在于可提供零件的具体质量相关特征,如尺寸精度、表面特征、重量和成型强度,可以归因于注射、补缩和保压阶段的型腔压力曲线。因此,模腔压力曲线被视为目前正在生产的特定零件质量的指纹,它为整个生产过程中最佳工艺参数的精确说明提供了基础。在生产过程中,良品(OK)和次品(NOK)已经可以区分开来。为此,关键值的上限和下限被确定,以验证各自的工艺参数。如果在生产过程中,从曲线上确定的数值超出了定义的工艺窗口,有关的零件就被归类为次品(NOK),并将被自动分离。其结果是,只有好零件才能进入下一个价值链。此外,获得的特征值也可作为统计过程控制(SPC)的输入(见图1)。

基于型腔压力测量的验证产生了更多的优势:例如,与只考虑机器工艺参数的方法相比,所需的努力明显减少。这是因为机器的工艺无法充分描述模塑件在型腔中的形成,所以很难与零件质量相关联。为了实现稳定的零件质量,机器参数就必须适应新的条件,例如在加工不同材料的批次时材料特性的变化。如果波动十分明显,以至于跟踪的设置超出了先前验证的工艺窗口,则需要再次验证工艺,这就涉及到一系列耗时的试验。但型腔压力测量可大大简化流程,所以测量值和质量特性之间的相关性是已知的(图2)。
基于型腔压力测量的过程监控解决方案由高精确且坚固的传感器和一个过程监控系统组成,比如奇石乐的ComoNeo。在这种情况下,ComoNeoPREDICT功能与STASA QC软件相结合,使系统能够提供高效、自动的测试计划文件(实验设计,或DoEs),并执行相应的过程分析。这种用户友好的功能可以在车间有效地实施,因此操作员可以向零缺陷生产迈出决定性的一步。ComoNeoPREDICT使得从测量值中确定预期的质量特性成为可能,而不需要花费精力去测量零件。有了这个解决方案,甚至在生产之前就可以预测零件的质量,包括必要的文件。
将ComoNeoPREDICT与STASA QC软件结合使用,还可以减少工艺分析和开发期间所需的工作量。为了在工艺开发的最后阶段在合格的机器上找到一个稳定的工艺窗口,需要创建和执行协调的DoE。变化机器参数的DoE的目的是实现由型腔压力代表的工艺条件的变化,以便覆盖工艺窗口。